Emmeti Industrial Floor – Radiant Underfloor Heating System for Industrial Applications
Even in industrial environments, underfloor heating stands out as the most efficient and effective solution to guarantee thermal comfort, especially in large, high-ceiling spaces such as warehouses, logistics hubs, and manufacturing plants. To meet these specific demands, Emmeti developed the Industrial Floor system, engineered to deliver superior mechanical resistance, long-term reliability, and high thermal performance.
High-Performance Materials
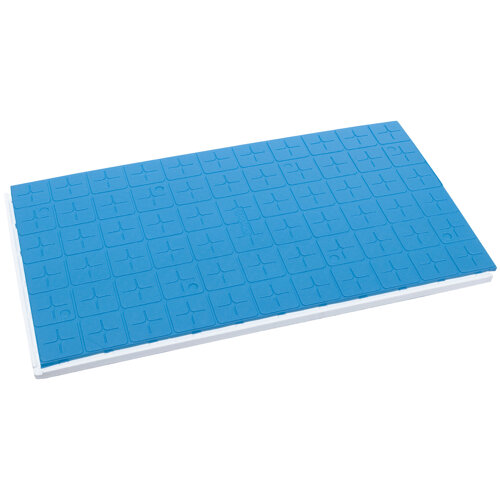
Unlike residential systems that typically use molded expanded polystyrene (EPS) panels, the Industrial Floor system utilizes Extruded Polystyrene (XPS) insulation panels, which feature:
• High compressive strength: Engineered to withstand heavy structural loads.
• Excellent dimensional stability: Maintains shape and performance over time.
• Heavy-duty load capacity: Specifically rated for demanding industrial environments.
These properties make the system exceptionally well-suited for industrial flooring subjected to intense traffic or heavy machinery operation.
System Components
The Emmeti Industrial Floor system comes complete with all the necessary components for a professional, durable installation:
• XPS insulation panels
• Perimeter expansion strip
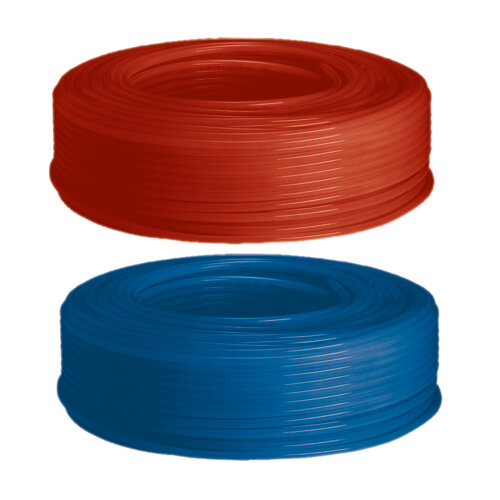
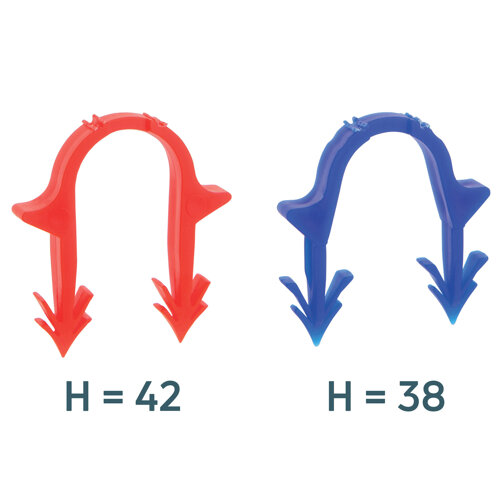
• Radiant heating pipes with dedicated fastening clips and bend supports
• Distribution manifolds with heavy-duty monobloc compression fittings
• Ball valves
• Screed plasticizing additives (fluidifiers)
• Chemical water treatment products
Reliability and Versatility
The system is designed to maximize energy efficiency, ensure uniform heat distribution, and guarantee lifetime durability, even under intensive operational conditions. It represents the ideal choice for professionals seeking a robust, high-performance radiant heating solution tailored to the rigorous standards of the industrial sector.